Diskrete Systeme mit kontinuierlichen Subsystemen
- Beispiel "Hybrider Härteofen" [24]:
- industrieller Härteofen zur Wärmebehandlung von
Werkstücken aus Stahl
- Funktionsweise
- ankommende Werkstücke werden gesammelt, bis eine
Ofenladung erreicht ist
- Werkstücke durchlaufen mehrere Wärmebehandlungen
aus Aufheizen und Halten
- verlassen Ofen und durchlaufen ggf. weitere
Fertigungsschritte
- Abkühlungsphase des Ofens am Ende
- besonderes Interesse am Energieverbrauch
- → Wärmeströme zwischen Werkstücken, Ofen und
Umgebung untersuchen
- komplexe Kopplung aus diskretem und kontinuierlichem
Systemverhalten
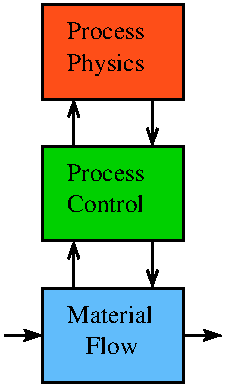
- Beschreibung als Schichtenmodell:
- Trennung unterschiedlicher Systemaspekte
- Materialfluss-Schicht (MF)
- beschreibt Fluss der Werkstücke in den Ofen und
hinaus
- Verbindung des Ofens innerhalb der
Produktionskette
- Prozesskontroll-Schicht (PC)
- beschreibt interne Kontrollabläufe
- wichtig für Maschinen mit komplexen inneren
Abläufen (Phasen)
- Prozessphysik-Schicht (PP)
- beschreibt relevante physikalische Prozesse
- z.B. Wärmeströme, chemische Reaktionen
- Kopplung der Schichten
- MF → PC: Ofenladung an Werkstücken ist angekommen
- PC → MF: Werkstücke verlassen den Ofen
- PC → PP: aktuelle Phase (load,
heatUp, s.u.)
- PP → PC: Ofen-Temperatur
- Verbindung nach außen hier nur über MF-Schicht
- grundsätzlich auch weitere externe Kopplungen
möglich, z.B. auf PP-Level
- erzeugt deutlich komplexere Struktur des
Gesamtsystems (Netzwerk)
- Mathematische Modellierung:
- Modell enthält DGLs und komplexe diskrete Prozesse
- Beschreibung möglich mit DEV&DESS
- DESS = DGLs in der PP-Schicht
- DEVS = diskrete Prozesse in MF- und PC-Schicht
- Kopplung der Teilsysteme über Variable (Ein-,
Ausgangsgrößen, Zuständsgrößen) der Teilsysteme
- mögliche Alternative
- DGLs als QSS
- Gesamtmodell als DEVS
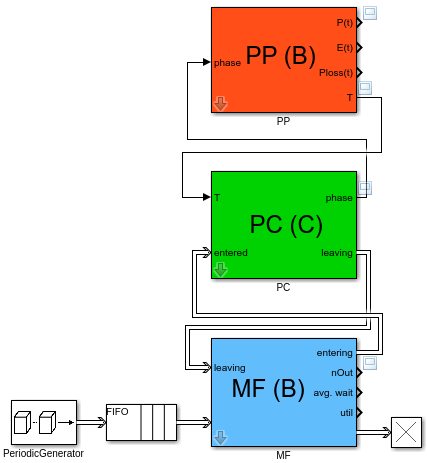
- Implementierung des Gesamtsystems in
Simulink/Stateflow/SimEvents:
- Schichtenmodell durch Subsysteme
- minimales Gesamtsystem
- Werkstücke werden in festen Intervallen erzeugt
- in Queue zwischengespeichert
- durchlaufen Ofen
- verlassen System
- Kopplungen
- MF → PC: SimEvent-Message
- PC → MF: SimEvent-Message
- PC → PP: reelle Variable
- PP → PC: reelle Variable (eigentlich 2-Vektor,
incl. Werkstück-Temperatur)
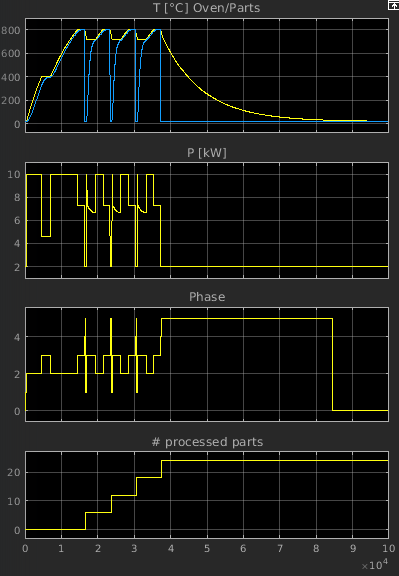
- Ergebnisse
- Modellierung der Materialfluss-Schicht:
- Verhalten
- eingehende Werkstücke werden auf einem "Blech"
bis zur Batchgröße gesammelt
- ist der Ofen leer, wird ein kompletter Batch in
den Ofen gebracht
- eine Message wird an die PC-Schicht geschickt
- kommt eine Message von PC, wird der Ofen geleert
- die Werkstücke werden vereinzelt und
weitergegeben
- Implementation in SimEvents
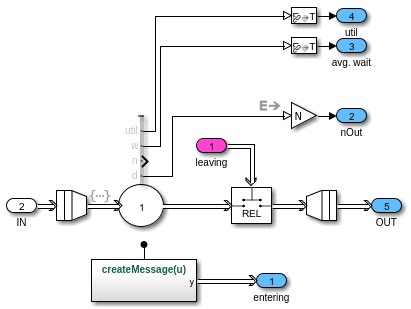
- Vorsicht: Entity Batcher
und Entity Unbatcher
speichern intern!
- → Entity Gate muss
direkt hinter dem Server sein
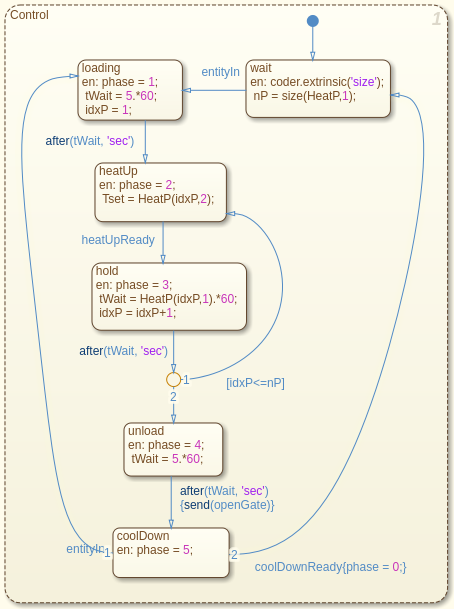
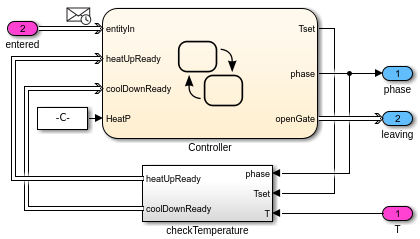
- Modellierung der Prozesskontroll-Schicht:
- Verhalten gegeben durch Zustandsdiagramm
- verwendet verschiedene Ein-/Ausgabe- und interne
Größen
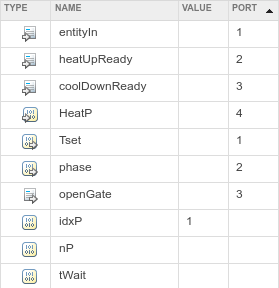
- Eingänge 1-3: SimEvents-Messages
- Eingang 4: Matrix HeatP
mit Zeilen (ti, Ti) für Haltedauer und
Temperatur
- Ausgänge 1-2: reelle Werte
- Ausgang 3: SimEvents-Message
- gesamte Komponente in Simulink
- Submodell checkTemperature
- vergleicht Ist-Temperatur T
und Soll-Temperatur Tset
- erzeugt Message heatUpReady
für Statechart
- prüft ggf., ob Abkühltemperatur erreicht ist
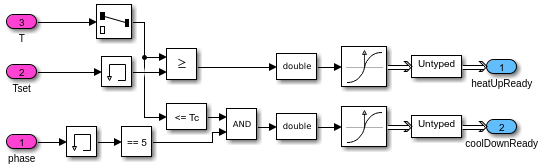
- umständliches Erzeugen der Messages
- Hit Crossing-Block erzeugt keine
Message, sondern komplexe Entity
- muss in einfache Message gewandelt werden
- Standard-Trick: mit Entity
Generator
- Modellierung der Prozessphysik-Schicht:
- betrachtete Energieströme
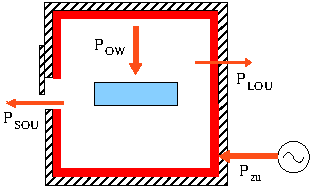
- Pzu: zugeführte Heizleistung
- POW: Ofen → Werkstück, Konvektion +
Strahlung
- PLOU: Ofen → Umgebung, Leitung
- PSOU: Ofen → Umgebung, Konvektion +
Strahlung (bei geöffneter Tür)
- Berechnung aus den Temperaturen von Ofen, Werkstück
und Umgebung
- Parameter aus der Maske
- Temperaturen in K (wegen T4)!
- Berechnung der Temperaturen mit
- Pheat, Ploss, POW
jeweils abhängig von der Phase, insbesondere
- in Simulink
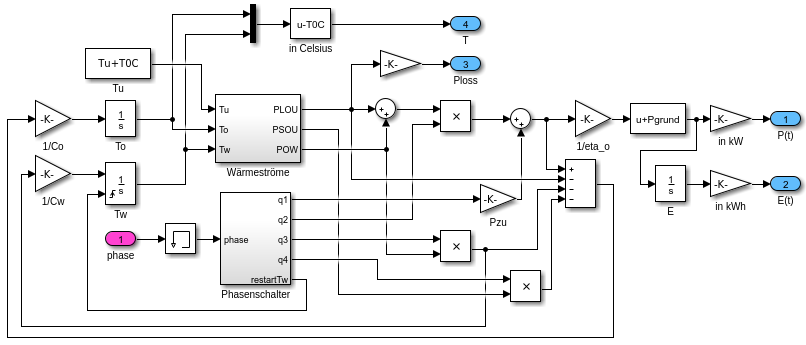
- Ausgänge von Phasenschalter immer 0 oder 1 zu
geeigneten Phasen
- trickreich, aber richtig (nachprüfen!)
- Modell-Varianten:
- mehrere Implementierungen der einzelnen Schichten
- unterschiedliche Detailgrade oder
Modellierungsmethoden
- z.B. vereinfachtes PC-Modell, Physical Modeling
für PP
- Zweck
- nicht immer die komplexesten Teilmodelle im
riesigen Gesamtsystem sinnvoll
- Auswahl der Komponenten nach aktuellem
Simulationszweck
- untersuchen: welche Komponente ist nötig für
bestimmte Fragestellung
- z.B. Energieverbrauch einer Maschine eher klein →
PP kann einfacher modelliert werden
- Beschreibung des Gesamtmodells incl. (vieler!)
verschiedener Varianten
- aktuelles Forschungsthema
- ein spannender Ansatz: SES/MB-Framework [25]
- Aufgaben: